Пошаговое руководство по пайке медных водопроводных труб
- Пошаговое руководство по пайке медных водопроводных труб
- Связанные вопросы и ответы
- Какие основные материалы и инструменты необходимы для пайки медных труб
- Как подготовить медные трубы к пайке
- Какие типы флюсов и припоев используются при пайке медных труб
- Как правильно нагреть паяльную ванну для медных труб
- Как избежать образования окиси при пайке
- Как проверить качество пайки после завершения работы
- Какие безопасные методы необходимо соблюдать при пайке
- Какие распространенные ошибки возникают при пайке медных труб и как их избежать
- Какие особенности пайки медных труб по сравнению с другими материалами
Пошаговое руководство по пайке медных водопроводных труб
Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Связанные вопросы и ответы:
Вопрос 1: Каков основной процесс пайки медных водопроводных труб
Основной процесс пайки медных водопроводных труб включает несколько этапов. Сначала необходимо подготовить трубы и фитинги, очистив их от загрязнений и окиси. После этого наносится флюс на места соединения для предотвращения окисления и улучшения проникновения припоя. Далее, с помощью газовой горелки нагревают трубу и фитинг до требуемой температуры. Затем вносят припой, который расплавляется и заполняет зазор между трубой и фитингом, создавая надежное соединение. Последний этап включает охлаждение и проверку качества пайки.
Вопрос 2: Какие материалы и инструменты необходимы для пайки медных труб
Для пайки медных труб требуются специальные материалы и инструменты. Основными материалами являются медные трубы, фитинги, припой (обычно оловянно-свинцовый или безсвинцовый) и флюс. Инструменты включают газовую горелку, запальник, напильник или наждачную бумагу для зачистки, перчатки и защитные очки. Также полезно иметь подставку или верстак для удобства работы. Все эти материалы и инструменты помогают обеспечить качественное и безопасное соединение труб.
Вопрос 3: Как подготовить медные трубы и фитинги перед пайкой
Подготовка медных труб и фитингов перед пайкой включает несколько важных шагов. Сначала необходимо очистить концы труб и внутреннюю часть фитингов от загрязнений, окиси и grease. Для этого используют напильник или наждачную бумагу. После очистки тщательно обезжирьте поверхности спиртом или другим растворителем. Убедитесь, что трубы и фитинги идеально подогнаны, чтобы избежать зазоров. Это обеспечит надежное соединение и предотвратит появление течей.
Вопрос 4: Какие типы припоя и флюса лучше использовать для пайки медных труб
Для пайки медных труб рекомендуется использовать специализированные припой и флюс. Припой обычно изготавливается из олова и свинца, но для водопроводных систем часто применяются безсвинцовые варианты, соответствующие санитарным нормам. Флюс должен быть предназначен для медных соединений, он помогает удалить окисную пленку и улучшает проникновение припоя. Некоторые флюсы содержат антиокислительные добавки, которые защищают металл во время нагрева. Выбор правильных материалов гарантирует долговечность и герметичность соединения.
Вопрос 5: Как правильно нагреть медную трубу и фитинг для качественной пайки
Нагрев медной трубы и фитинга требует внимания и точности. Используйте газовую горелку с регулируемой мощностью пламени. Нагревайте трубу и фитинг равномерно, перемещая пламень круговыми движениями. Температура должна быть достаточной для плавления припоя, но не вызывать перегрева металла. Обычно температура составляет около 200-300°C. Убедитесь, что нагрев проводится до тех пор, пока флюс не станет жидким, а припой не начнет равномерно растекаться.
Вопрос 6: Как проверить качество пайки медных труб
Проверка качества пайки медных труб включает визуальный осмотр и тестирование под давлением. Визуально проверьте, чтобы пайка была равномерной, без трещин и разрывов. Затем соберите систему и подайте воду под давлением, чтобы убедиться, что нет утечек. Также можно использовать мыльный раствор для проверки герметичности. Если пена появляется на месте соединения, это указывает на наличие микротрещин. Качественная пайка должна выдерживать испытания без каких-либо признаков повреждения.
Вопрос 7: Какие распространенные ошибки могут возникнуть при пайке медных труб и как их избежать
При пайке медных труб могут возникнуть такие ошибки, как недостаточная очистка поверхности, что приводит к плохому проникновению припоя. Для избежания этого тщательно зачищайте и обезжиривайте поверхности. Еще одной ошибкой является перегрев, который может повредить металл. Используйте термометр для контроля температуры. Недостаток флюса также может вызвать проблемы, поэтому наносите его в достаточном количестве. Наконец, неправильное подгонка труб и фитингов может привести к зазорам, поэтому убедитесь в их идеальном прилегании.
Какие основные материалы и инструменты необходимы для пайки медных труб
Медные трубы в Европе в основном метрические, 6, 8, 10, 12, 15, 22, 28, 42 и 48 мм встречаются и больших диаметров, но могут быть и дюймовые:
Маркировка меди в российских марках: ставится буква «М» обозначающая медь. Далее идут цифры показывающие степень чистоты в % (00-высокочистая, 0-чистая, 1, 2, 3 - технически чистая). Последний элемент маркировки – буква обозначающая способ изготовления меди: (к – катодная, у – катодная переплавленная, б – бескислородная, р – раскисленная, ф -раскисленная фосфором).
Медь марок М1р, М2р и М3р при суммарном содержании примесей, одинаковом с медью марок М, М2 и М3, отличается от них тем, что они более полно раскислены и содержание кислорода в них снижено от 0,05 - 0,08 % до 0,01%. Поэтому в них дополнительно содержится от 0,002% до 0,012 % фосфора. Марка меди М1ф отличается от М1р еще большим количеством фосфора от 0.012% до 0,04%, для большего раскисления и соответственно полным отсутствием кислорода.
ХИМИЧЕСКИЙ СОСТАВ МЕДИ ПО ГОСТ 859 (%)
| Марка меди | Cu+Ag (%) | Примеси, не более (%) | ||||||||||
| Bi | Sb | As | Fe | Ni | Pb | Sn | S | Zn | O | P | ||
| М1ф | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | - | 0,04 |
| М1р | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | 0,01 | 0,012 |
| М1 | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,004 | 0,004 | 0,05 | - |
| М2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | - | 0,07 | - |
| М3 | 99,50 | 0,003 | 0,05 | 0,01 | 0,05 | 0,02 | 0,05 | 0,05 | 0,01 | - | 0,08 | - |
Применение различных марок меди в сантехнических изделиях определяется ГОСТ 52318, а в Европе – EN 1057.В строительных изделиях: ГОСТ 495-92, в Европе – EN 1172.Обычно водопроводные трубы содержат 99,90 меди и великолепно подходит для целей самогоноварения.
Как подготовить медные трубы к пайке
Трубопроводы из меди используются в отоплении, холодном и горячем водоснабжении. Их преимущества заключаются в следующем:
- стойкость к коррозии;
- общая долговечность;
- простота соединения стыков;
- выполнение работ без сложной техники.
Достоинств у них много, поэтому медные трубы считаются «элитным» вариантом. Но имеются недостатки: высокая стоимость, чувствительность к сильным ударам. Если велика вероятность неосторожного обращения, лучше использовать сталь. Однако, по сравнению с пластиком, любые металлические детали гораздо прочнее.

Паяные медные трубы для отопления переносят нагрев свыше 120º-150º водой или горячим паром. При этом расширение и сжатие не приводит к разрушению стыков, поскольку трубки соединяются внахлест, с подбором соответствующего припоя.
Необходимый инструмент и материалы пля пайки меди
- горелка, дающая узкое пламя;
- труборез, обычно диаметром 3-35 мм;
- ершики для зачистки трубок изнутри;
- фаскосниматель для подготовки торцов.
Еще мягкая кисточка и жесткая металлическая щетка для очистки снаружи. Использовать напильник не следует, он оставляет глубокие следы, а наждак сорит мельчайшим песком. Кроме того, мастеру пригодится маркер, рулетка, строительный уровень. Из материалов необходимы сами трубки, а также медные фитинги под пайку для стыковки концов.

Наибольшие трудности вызывает выбор припоя и флюса. Тугоплавкие сплавы крепче соединяют, они устойчивее к повышенным температурам. Но с ними труднее работать, уходит больше времени, а цена высокая.
Наиболее частые ошибки
- Недостаточная очистка поверхностей.
- Применение неподходящего флюса или пасты.
- Нарушение кольцевой формы трубки.
- Слабый разогрев или перегрев.
Проверка на прочность неостывших швов
Отрезать очередной кусок труборезом следует осторожно, многократно вращая резак, слегка затягивая винт после каждого оборота. Важно не помять трубку, и сделать торецидеально ровным.
Качественная паста для медных труб хорошо очищает от окислов и загрязнений. Желательно взять специальную, рассчитанную на работу смедью.
Трубки и фитинги для медных труб развальцовывают на протяжении, рекомендованном для изделий данного диаметра. Затем спаивают мягким или твердым (на основе серебра) припоем.
Технология пайки мягким припоем
Стык прогревают пламенем пропановой горелки по кругу, попутно касаются проволокой из легкоплавкого материала. Сплав проникает в тонкий капиллярный зазор, заполняет щель, а после остывания надежно соединяет стенки. Для плавления сплавов на основе свинца или олова иногда достаточно электрического паяльника. Независимо от состава, низкотемпературный припой для медных труб должен плавиться теплом от трубки. На него не направляют пламя, не касаются паяльником.
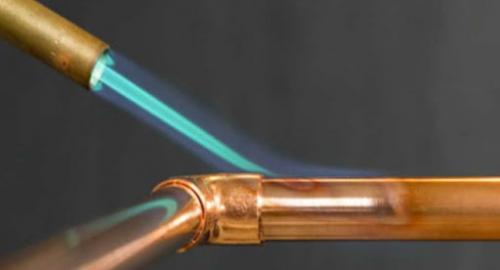
Технология пайки твердым припоем
Чтобы пайка медных труб твердым припоем была успешной, используют ацетиленовую горелку. Ее плавно перемещают вдоль зазора, и быстро греют металл до темно-красного цвета. Припой тоже не должен попадать в открытый огонь.
Флюс может загореться, причем пары и продукты горения очень опасны для человека. Этого не следует допускать, а по завершении работ остатки агрессивного флюса смывают с трубопроводов.
Выводы
Качественная пайка меди требует профессионализма и наличия специальных инструментов. Если Вы не занимаетесь подобными работами регулярно, лучше поручить их опытным мастерам, а в нашем интернет-магазине можнете купить медные трубы по самой низкой цене в Минске.
Какие типы флюсов и припоев используются при пайке медных труб
Господствующее мнение о хорошей паяемости меди и ее сплавов верно лишь в том случае, когда речь идет о самой меди и ее сплавах с цинком, оловом, свинцом, фосфором, сурьмой, железом, никелем, марганцем. Эти металлы в самом деле имеют окислы, относительно легко удаляемые флюсами. Но медные сплавы, легированные хромом, алюминием, кремнием, титаном и некоторыми другими элементами, имеют на своей поверхности трудно растворимые флюсами оксиды. По счастью, чаще приходится иметь дело не с ними, а с технически чистой медью или теми ее сплавами, которые образуют легкоудаляемые оксиды. Так что утверждение о том, что пайка меди не доставляет особых хлопот, в большинстве случаев можно считать верным.
При пайке вообще и медных трубок в частности, используются обычно нахлесточные типы соединений. Они позволяют обеспечить достаточную прочность конструкции даже в том случае, если используются обладающие относительно малой прочностью мягкие припои. Считается, что для обеспечения удовлетворительной прочности паяного соединения, нахлест должен быть не менее 5 мм. На практике применяются обычно гораздо более высокие значения, что и обеспечивает хороший запас прочности.
Взаимное перекрытие элементов в трубопроводе обеспечивается за счет использования фитингов или операций расширения и отбортовки труб. Части труб и фитингов вставляются друг в друга. При этом между соединяемыми элементами обеспечивается как раз такой зазор (0,1-0,2 мм), который необходим для действия капиллярных сил, являющихся необходимым условием для большинства видов пайки. Под их действием расплавленный припой самопроизвольно втягивается в зазор, равномерно распределятся по всей поверхности контакта и плотно герметизирует соединение. Капиллярные силы позволяют подавать припой снизу.
Как правильно нагреть паяльную ванну для медных труб
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Как избежать образования окиси при пайке

Химические методы подавления образования оксидов :
- Коррозионный флюс :Флюсы - это химические вещества, которые удаляют оксиды и предотвращают их образование во время пайки.Они особенно эффективны для таких материалов, как алюминий, который естественным образом образует стойкий оксидный слой.
- Основание или кислота :Химическая обработка с использованием щелочей или кислот может растворить или ослабить оксидный слой, что облегчает его удаление перед пайкой.
- Магний :Магний может использоваться в качестве восстановителя для подавления образования оксидов, особенно при пайке алюминия, вступая в реакцию с оксидным слоем и восстанавливая его.
Механические методы удаления оксидов :
- Шлифовка или абразивная обработка :Механические методы, такие как шлифовка или полировка, позволяют физически удалить оксидный слой с поверхности материала перед пайкой.Это особенно полезно для предварительной подготовки, обеспечивающей чистую поверхность для процесса пайки.
Инертная атмосфера для предотвращения окисления :
- Водород и диссоциированный аммиак :Эти газы обычно используются в паяльных печах для создания бескислородной среды.Благодаря замене кислорода инертными газами окисление сводится к минимуму, что приводит к получению чистого и яркого готового продукта.
- Уменьшение окисления, накипи и сажи :Инертная атмосфера не только предотвращает окисление, но и уменьшает такие проблемы, как накипь (разрушение поверхности) и накопление углерода (сажа), которые могут негативно повлиять на процесс пайки.
Пайка в контролируемой атмосфере (CAB) :
- Удаление кислорода :CAB предполагает удаление кислорода из паяльной печи и замену его смесью водорода и азота.Это гарантирует отсутствие молекул кислорода, способных вступать в реакцию с металлическими поверхностями.
- Предотвращение переноса электронов :Окисление происходит, когда электроны переходят от атомов металла к атомам кислорода.Устранение кислорода предотвращает этот перенос электронов, обеспечивая правильную текучесть расплавленного присадочного материала и формирование прочных соединений.
Важность свободных от оксидов поверхностей :
- Правильное скрепление и поток :Оксидные слои могут препятствовать эффективному сцеплению присадочных металлов при пайке или их растеканию по поверхности.Поверхности без окислов необходимы для получения прочных и надежных соединений.
- Тип печи Влияние :Выбор типа печи может существенно повлиять на способность поддерживать условия, свободные от окислов.Особенно эффективными для предотвращения окисления являются печи, предназначенные для работы в контролируемой атмосфере или в среде инертного газа.
Как проверить качество пайки после завершения работы
Перед проведением теста на паяемость необходимо выполнить следующие подготовительные шаги для обеспечения точных и надежных результатов:
Очистка и обработка: Тщательно очистите печатную плату или выводы компонентов от загрязнений и обращайтесь с ними осторожно, чтобы предотвратить повторное загрязнение.
Выбор подходящего метода испытаний: Выбирайте метод тестирования в зависимости от типа печатной платы и производственных требований, обеспечивая соответствие отраслевым стандартам.
Испытательное оборудование и инструменты: Убедитесь, что все необходимое оборудование, такое как паяльные ванны, тестеры баланса смачивания и измерители высокого импеданса, откалибровано и готово к использованию.
После завершения подготовки вы можете приступить к проверке паяемости, выполнив следующие 5 шагов:
Применение флюса: Нанесите соответствующий флюс на зону испытаний, чтобы обеспечить смачивание расплавленным припоем.
Погружение или погружение: Погрузите образец в ванну с припоем или в прибор для измерения баланса смачивания в соответствии с выбранным методом испытаний, обеспечивая постоянную скорость погружения и извлечения.
Охлаждение и очистка: Дайте образцу остыть, обычно путем охлаждения на воздухе, а затем очистите все оставшиеся остатки флюса, используя соответствующие растворители или чистящие средства.
Измерение и проверка: Осмотрите область пайки под увеличением (от 10 до 20 раз) или проанализируйте количественные данные с помощью тестера баланса смачивания, чтобы оценить покрытие припоем и смачивающие свойства.
Интерпретация результатов: Оцените результаты испытаний, чтобы выявить любые проблемы с паяемостью, такие как плохое смачивание или дефекты, и при необходимости примите корректирующие меры.
Какие безопасные методы необходимо соблюдать при пайке
13. Работник обязан:
- подчиняться правилам внутреннего трудового распорядка, иным документам, регламентирующим вопросы дисциплины труда, выполнять письменные и устные приказы (распоряжения) нанимателя, не противоречащие законодательству и локальным нормативным правовым актам;
- применять безопасные методы и приемы работы, соблюдать требования охраны труда;
- не загромождать рабочее место, проходы и проезды и не использовать их для хранения готовой продукции, отходов производства и иного;
- содержать рабочее место в чистоте, своевременно удалять с пола рассыпанные (разлитые) вещества, предметы, материалы;
- использовать оборудование, инструмент, приспособления и оснастку по назначению в соответствии с требованиями эксплуатационных документов организаций-изготовителей;
- не оставлять без присмотра работающее оборудование;
- пользоваться только тем инструментом, оснасткой, приспособлениями и оборудованием, работе с которыми обучен;
- выполнять с применением инструмента, приспособлений и оборудования только ту работу, для которой они предназначены;
- для защиты глаз от отлетающих осколков, брызг припоя и тому подобного применять защитные очки;
- соблюдать последовательность выполнения производственных операций и переходов;
- выполнять только работу, порученную руководителем работ;
- не допускать на свое рабочее место и к выполнению своей работы посторонних лиц, не имеющих отношения к порученной работе;
- во время выполнения работ не отвлекаться и не отвлекать других на посторонние дела и разговоры;
- соблюдать правила перемещения в помещениях и на территории организации, пользоваться только установленными проходами.
Какие распространенные ошибки возникают при пайке медных труб и как их избежать
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.
- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую.
- Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.
Инструменты, необходимые для пайки медных труб своими руками
Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов. Пошаговая инструкция соединения мягким припоем медных труб
Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы. Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга. Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов. Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки.
Процесс пайки медной водопроводной трубы
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня. Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения. Шаг 7. Обязательно удалить остатки флюс-пасты с поверхности влажной тряпкой. Её воздействие необходимо только во время пайки: она разрушает защитный слой медных деталей.
Это важно: детали во время пайки и сразу после неё должны быть хорошо закреплены, так как паять медные трубы можно только в неподвижном состоянии.
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.
Какие особенности пайки медных труб по сравнению с другими материалами
Но есть у медных труб и минусы. Самый главный - цена. Цена кусается, по сравнению, например, с полипропиленом. И эта цена как-то "вдруг" подскочила. Ни с того, ни с сего. Сначала было все хорошо, а потом раз - и стала просто реально недоступна по ценам. Хорошие фирмы внезапно перестали с ней работать и вообще вывели из ассортимента без объяснения причин (Термоклуб, например). Остальные продают только оптом и партиями совершенно ненужными в домашнем хозяйстве. На мой взгляд налицо сговор "кондиционерщиков" произошел. Но это мои личные подозрения и я на них не настаиваю. В итоге самый лучший по своим потребительским свойствам трубный материал ушел в область специалистов, а поскольку специалистов тоже надо днем искать с прожектором, то медные трубы для широких кругов стали воспоминанием и забвением.
Сейчас, кстати, появились магазины, возвращающие медь под пайку в ассортимент.
Из других минусов можно назвать использование свинцово-оловянного припоя. По хорошему, трубы для питьевого водопровода нужно паять другим припоем. Он существует, но то ли меня обманул кладовщик, то ли еще по какой-то причине, но кусок припоя, который он дал мне "для пробы", не паялся в принципе. То есть труба раскалялась до красна, припой тоже раскалялся до красна, но был при этом, как тесто и пользоваться им было невозможно. Кстати, флюс для этого особого (по слухам серебряного) припоя тоже специальный. Я купил, пробовал его использовать, но тоже вменяемого результата не получил и даже не почувствовал. По этой причине я, в свое время, плюнул на это дело и использовал медные трубы только для горячего водоснабжения, а холодное делал не медной трубой. Другой. Это, кстати была одна из моих фатальных ошибок "молодости".
И последний "условный" недостаток, даже, скорее, особенность. Медь, как известно, отличается исключительно высокой теплопроводностью. Это значит, что вода в медной трубе очень быстро нагреет саму трубу и остынет, таким образом. На медной трубе классно, наверное, сделать солнечный конвектор для нагрева воды. Для отопления иметь слишком горячие трубы не совсем правильно, но и не катастрофично.