Как Спаивать Медные Трубы: Пошаговое Руководство
- Как Спаивать Медные Трубы: Пошаговое Руководство
- Связанные вопросы и ответы
- Как подготовить медные трубы к спайке
- Какие материалы и инструменты необходимы для спайки медных труб
- Как правильно выбрать флюс для спайки медных труб
- Какой температурный режим необходим для качественной спайки
- Как определить, что спайка выполнена правильно и надежно
- Как устранить возможные ошибки при спайке медных труб
- Как проверить герметичность соединения после спайки
- Влияет ли толщина стенок медных труб на процесс спайки
Как Спаивать Медные Трубы: Пошаговое Руководство
Спаивание медных труб — это важный процесс, который требует внимания к деталям и соблюдения технологии. Медные трубы широко используются в системах водоснабжения, отопления и газоснабжения благодаря их долговечности и устойчивости к коррозии. Однако, чтобы обеспечить надежность и герметичность соединений, необходимо правильно выполнить пайку. В этой статье мы рассмотрим пошаговый процесс спайки медных труб, а также предоставим полезные советы и рекомендации.
Подготовка инструментов и материалов
Перед началом работы необходимо подготовить все необходимые инструменты и материалы. Вот что вам понадобится:
| Инструмент/Материал | Описание |
|---|---|
| Паяльник | Мощность паяльника должна быть не менее 100 Вт для качественного прогрева труб. |
| Паяльная кислота (флюс) | Используется для удаления окиси и улучшения проникновения пайки. |
| Олово | Для пайки медных труб рекомендуется использовать олово с содержанием свинца не более 0,1%. |
| Наждачная бумага | Необходима для очистки поверхностей труб. |
| Перчатки и защитные очки | Обязательные для безопасной работы. |
Подготовка труб
Подготовка труб — это один из самых важных этапов. От качества подготовки зависит прочность и герметичность соединения. Вот как нужно подготовить трубы:
- Очистите концы труб от загрязнений и окиси с помощью наждачной бумаги.
- Обезжирьте поверхности, используя спирт или специальное средство для удаления жира.
- Проверьте, чтобы концы труб были ровными и без заусенец. При необходимости обрежьте трубы труборезом.
- Нанесите тонкий слой паяльной кислоты на очищенные поверхности.
Процесс пайки
Теперь можно приступить к самому процессу пайки. Следуйте шагам ниже:
- Установите трубы в нужное положение и убедитесь, что они плотно прилегают друг к другу.
- Нагрейте концы труб паяльником до тех пор, пока они не станут горячими, но не раскаленными.
- Приложите олово к месту соединения и дайте ему растаять под воздействием тепла.
- Постепенно перемещайте паяльник вдоль шва, обеспечивая равномерное распределение олова.
- После завершения пайки дайте шву остыть и затвердеть.
Проверка качества шва
После завершения пайки важно проверить качество шва. Для этого выполните следующие действия:
- Визуально осмотрите шов на наличие трещин и непроваров.
- Проверьте герметичность, поддавая воздух или жидкость под давлением.
- Если обнаружены дефекты, удалите старую пайку и повторите процесс.
Советы и рекомендации
Чтобы добиться лучшего результата, следуйте этим советам:
- Используйте качественные материалы и инструменты.
- Обращайте внимание на температуру нагрева — она должна быть достаточной для плавления олова, но не слишком высокой.
- Не спешите — пайка требует терпения и внимания.
- Регулярно проверяйте и обслуживайте свои инструменты.
Следуя этим рекомендациям, вы сможете качественно и надежно спаять медные трубы, обеспечив их долгую эксплуатацию.
Связанные вопросы и ответы:
Вопрос 1: Как спаивать медные трубы
Спаивание медных труб — это процесс, который требует внимания и соблюдения определённых правил. Для начала необходимо подготовить трубы: очистить их от грязи, жира и окиси. Используйте наждачную бумагу или специальный инструмент для зачистки. Далее, нагрейте трубы и фитинги с помощью газовой горелки до появления потения (слой оксида меди). Затем нанесите флюс на место соединения и введите пайку (обычно используют оловянно-свинцовый или безсвинцовый сплав). После полного расплавления пайки соедините трубы и дайте остыть. Это обеспечит прочное и герметичное соединение.
Вопрос 2: Какой флюс лучше использовать для спайки медных труб
Выбор флюса зависит от типа пайки и условий работы труб. Для медных труб чаще используют флюсы на основе олова и свинца, но из-за токсичности свинца сейчас популярны безсвинковые варианты. Также существуют флюсы с добавлением серебра, которые обеспечивают более прочное соединение. Наносите флюс тонким слоем на очищенные поверхности труб и фитингов. Это помогает предотвратить окисление и улучшает проникновение пайки в зазор.
Вопрос 3: Какие инструменты необходимы для спайки медных труб
Для спайки медных труб вам понадобится газовая горелка с регулировкой пламени, паяльник или спайковый инструмент, наждачная бумага или зачистный инструмент, флюс и пайка. Также полезно иметь ножницы для труб, чтобы правильно их нарезать. Не забудьте защитные перчатки и очки, чтобы обезопасить себя от брызг и высокой температуры. Убедитесь, что все инструменты находятся в хорошем состоянии и готовы к использованию.
Вопрос 4: Как подготовить медные трубы к спайке
Подготовка труб начинается с очистки их концовок от загрязнений и окиси. Используйте наждачную бумагу или специальный инструмент для зачистки, чтобы поверхность стала гладкой и чистой. Если на трубах есть жир или масло, протрите их растворителем. После очистки проверьте, чтобы концы труб были ровными и без заусенец. Это обеспечит плотное прилегание и качественное соединение.
Вопрос 5: Какой температурный режим необходим для спайки медных труб
Температура спайки медных труб зависит от типа используемой пайки. Обычно температура составляет от 200 до 300 градусов Цельсия. Сначала нагрейте трубы до появления потения, затем увеличьте температуру для расплавления пайки. Следите за тем, чтобы не перегреть трубы, так как это может привести к их деформации. Используйте термометр для контроля температуры, если это возможно.
Вопрос 6: Как проверить качество шва после спайки медных труб
После остывания шва проверьте его визуально на отсутствие трещин и наплывов. Проведите тест на герметичность, подав воздух или жидкость через трубу. Также можно осторожно постучать по шву молотком, чтобы убедиться, что он прочный. Если шов надежный, он не должен протекать и выдерживать нормируемые давления. При необходимости можно дополнительно обработать шов, но обычно качественно сделанный шов не требует дополнительных работ.
Как подготовить медные трубы к спайке
Медь и ее сплавы можно паять как низкотемпературной, так и высокотемпературной пайкой.Существует достаточное количества мягких и твердых припоев, обеспечивающих хорошее качество пайки труб.
Использование низкотемпературных припоев позволяет выполнять пайку при температуре, которая мало влияет на прочность меди, но они дают шов с худшими механическими характеристиками. Припои для высокотемпературной пайки дают большую прочность шва и допускают высокую температуру эксплуатации системы, но при этом происходит отжиг меди и требуется больший навык, так как легко пережечь металл.
Низкотемпературная пайка наиболее востребована в водоснабжении и отоплении. Есть много низкотемпературных бессвинцовых припоев, обеспечивающих достаточно хорошее качество медной пайки. Это сплавы олова с сурьмой, медью, серебром, висмутом, селеном. Основную часть (до 95-97%) в них составляет олово, остальную - прочие элементы. Наилучшими технологическими свойствами обладают серебросодержащие припои, например, S-Sn97Ag3, содержащий 97% олова и 3% серебра. Несколько худшими, но достаточно хорошими качествами обладают медьсодержащие припои, в частности S-Sn97Cu3 (97% олова и 3% меди). Есть трехкомпонентные припои, содержащие олово, серебро и медь (например, состав с 95,5% олова, 3,8% серебра и 0,7% меди). Наиболее универсальным и широко используемым является оловянно-медный припой. Недостатком оловянно-серебряных сплавов является более высокая стоимость по сравнению с оловянно-медными сплавами.
 Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Эти составы припоев дают хорошее качество шва и отвечают всем требования по прочности, долговечности и надежности водопроводов и систем отопления. Припои других составов практически не используются.
Для низкотемпературной пайки меди подходят и свинцово-оловянные припои, но если паяется трубопровод для питьевой воды, от них необходимо отказаться из-за вредности свинца.
В качестве флюсов для низкотемпературной пайки применяются в основном составы, содержащие хлорид цинка. Однако вряд ли стоит при покупке флюса уделять особое внимание его составу. Для пайки меди существует множество эффективных флюсов, нужно просто приобрести любой состав, предназначенный для этого. Например, F-SW 21 или канифольно-вазелиновую пасту, состоящую из канифоли, хлористого цинка и технического вазелина. Форма в виде пасты - самая удобная для нанесения на детали.
Какие материалы и инструменты необходимы для спайки медных труб
Трубопроводы из меди используются в отоплении, холодном и горячем водоснабжении. Их преимущества заключаются в следующем:
- стойкость к коррозии;
- общая долговечность;
- простота соединения стыков;
- выполнение работ без сложной техники.
Достоинств у них много, поэтому медные трубы считаются «элитным» вариантом. Но имеются недостатки: высокая стоимость, чувствительность к сильным ударам. Если велика вероятность неосторожного обращения, лучше использовать сталь. Однако, по сравнению с пластиком, любые металлические детали гораздо прочнее.

Паяные медные трубы для отопления переносят нагрев свыше 120º-150º водой или горячим паром. При этом расширение и сжатие не приводит к разрушению стыков, поскольку трубки соединяются внахлест, с подбором соответствующего припоя.
Необходимый инструмент и материалы пля пайки меди
- горелка, дающая узкое пламя;
- труборез, обычно диаметром 3-35 мм;
- ершики для зачистки трубок изнутри;
- фаскосниматель для подготовки торцов.
Еще мягкая кисточка и жесткая металлическая щетка для очистки снаружи. Использовать напильник не следует, он оставляет глубокие следы, а наждак сорит мельчайшим песком. Кроме того, мастеру пригодится маркер, рулетка, строительный уровень. Из материалов необходимы сами трубки, а также медные фитинги под пайку для стыковки концов.

Наибольшие трудности вызывает выбор припоя и флюса. Тугоплавкие сплавы крепче соединяют, они устойчивее к повышенным температурам. Но с ними труднее работать, уходит больше времени, а цена высокая.
Наиболее частые ошибки
- Недостаточная очистка поверхностей.
- Применение неподходящего флюса или пасты.
- Нарушение кольцевой формы трубки.
- Слабый разогрев или перегрев.
Проверка на прочность неостывших швов
Отрезать очередной кусок труборезом следует осторожно, многократно вращая резак, слегка затягивая винт после каждого оборота. Важно не помять трубку, и сделать торецидеально ровным.
Качественная паста для медных труб хорошо очищает от окислов и загрязнений. Желательно взять специальную, рассчитанную на работу смедью.
Трубки и фитинги для медных труб развальцовывают на протяжении, рекомендованном для изделий данного диаметра. Затем спаивают мягким или твердым (на основе серебра) припоем.
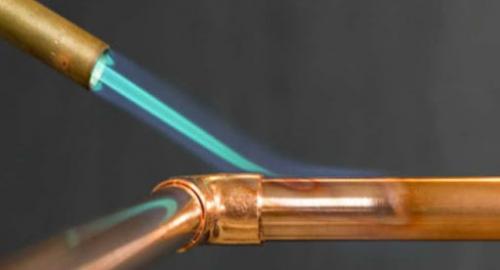
Технология пайки мягким припоем
Стык прогревают пламенем пропановой горелки по кругу, попутно касаются проволокой из легкоплавкого материала. Сплав проникает в тонкий капиллярный зазор, заполняет щель, а после остывания надежно соединяет стенки. Для плавления сплавов на основе свинца или олова иногда достаточно электрического паяльника. Независимо от состава, низкотемпературный припой для медных труб должен плавиться теплом от трубки. На него не направляют пламя, не касаются паяльником.
Технология пайки твердым припоем
Чтобы пайка медных труб твердым припоем была успешной, используют ацетиленовую горелку. Ее плавно перемещают вдоль зазора, и быстро греют металл до темно-красного цвета. Припой тоже не должен попадать в открытый огонь.
Флюс может загореться, причем пары и продукты горения очень опасны для человека. Этого не следует допускать, а по завершении работ остатки агрессивного флюса смывают с трубопроводов.
Выводы
Качественная пайка меди требует профессионализма и наличия специальных инструментов. Если Вы не занимаетесь подобными работами регулярно, лучше поручить их опытным мастерам, а в нашем интернет-магазине можнете купить медные трубы по самой низкой цене в Минске.
Как правильно выбрать флюс для спайки медных труб
- соединяемые металлы или сплавы
- способ работы
- температурные ограничения
- размер детали
- требования к механической прочности
- коррозийная стойкость.
- электропроводность припоя
Обратите внимание на состав припоя! Лучшей основой припоя считается чистое олово, чьё удельное сопротивление составляет 0,115 Ом х мм2/м. Для сравнения у свинца — 0,21 Ом х мм2/м. Припои у которых содержание серебра колеблется от 50 до 70% используются для создания швов с высокой электропроводностью, сплавы же с процентом серебра ниже 50 рекомендуют для соединения деталей, которые не подвергаются нагреву во время эксплуатации. Выбирая припой для пайки меди обратите внимание на медно-фосфорный состав, который часто применяется при производстве производстве холодильной техники и пищевой промышленности.
Для ремонта металлической посуды используйте паяльную кислоту — это раствор цинка в соляной кислоте. Не рекомендуем паять радиоконструкции с этим флюсом, иначе пайка со временем разрушится.
Для радиомонтажа применяйте флюсы без кислоты, в частности — канифоль. Припои для пайки электронных схем встречаются в виде тонких трубочек, которые заполнены колофонием, специальной смолой выполняющей роль флюса и образующий защитную плёнку над местом пайки.
Чтобы выбрать флюс для пайки медных труб помните, что большинство легкоплавких металлов обладают высокой адгезией с медью. Флюс для меди не отличается высокой ценой в виду этих качеств, — никаких бурных реакций с кислородом ведь не произойдет, более того сам процесс пайки не отличается высоким риском: отсутствует риск деформации трубы, а получившийся шов можно будет при необходимости распаять обратно.
Выбирая флюс для алюминия учитывайте предстоящий фронт работ. Только ли с алюминием предстоит дело? Также следует обратить внимание на состав флюса, который в таком случае должен содержать активные компоненты, такие как хлорид цинка, калий или литий.
Чаще всего используется универсальный флюс для пайки Ф64. В состав уже входят компоненты с повышенной активностью. Помогает при варке алюминия, невзирая на сложности с плавлением окисной пленки. При высокотемпературной сварке используется флюс 34А, тогда как для низкотемпературной пайки алюминия активный Ф61 флюс паяльный или Ф61А.
Для чистой и удобной работы со флюсом и выбирайте специальные флюсы в шприцах. Такие флюсы смываются простой водой и не угрожают жалу паяльника. На рынке также представлены безотмывочные флюсы, которые продаются в виде жидких и полужидких гелей. Такие флюсы не содержат окисляющих компонентов в составе, поэтому не угрожают коррозии соединяющихся деталей, а также не проводят ток и не требуют промывки платы после пайки.
Какой температурный режим необходим для качественной спайки
Спайкообразование относится к защитным механизмам организма и преследует цель – отграничение поврежденного участка (воспаление или травма) в тазовой или брюшной полости от здоровых тканей. Склонность к спайкообразованию, интенсивность их формирования и распространенность процесса определяется рядом факторов: повышенной реактивности соединительной ткани, ослабленного иммунитета и индивидуальной предрасположенности брюшины к спайкообразованию. Факторы риска формирования соединительнотканных сращений делятся на 3 группы:
- эндогенные, обусловленные генетической предрасположенностью организма к спайкообразованию (сниженной или повышенной выработкой фермента N-ацетилтрансферазы);
- экзогенные – воздействуют на организм извне (травма, операция, инфекция);
- комбинированные, когда в формировании спаек участвуют внешние и внутренние факторы.
Непосредственными причинами спайкообразования в малом тазу выступают:
- Хирургические вмешательства. Интенсивность спайкообразования напрямую связана с производимой операцией в полости живота. К факторам, увеличивающим вероятность формирования спаек, относятся: операционный доступ (лапароскопический или лапаротомический), объем и травматичность операции, ее длительность, температурный режим (излишнее охлаждение или нагревание петель кишечника), установка дренажей в малом тазу, удаляющих кровь и перитонеальную жидкость, используемые шовный материал и химические вещества (йод, спирт, различные порошки). Воспалительные заболевания. Острые эндометрит, сальпингоофорит, вагинит, параметрит и другие болезни малого таза способствуют спайкообразованию. Скрытые половые инфекции, протекающие со стертой клинической картиной (хламидиоз, уреаплазмоз) являются причиной возникновения хронического воспаления в малом тазу, что служат толчком к спайкообразованию. Наружный эндометриоз. Регулярное истечение крови из эндометриоидных очагов в полость малого таза приводит к асептическому воспалению и спайкообразованию. Кровотечение в полость таза. Разрыв яичника, прервавшаяся внематочная беременность по типу трубного аборта или разрыва трубы протекает с излитием крови в брюшную полость, последующим асептическим воспалением и образованием сращений.
- Травмы нижней половины живота. Ушибы, кровоизлияния, открытые раны малого таза, полученные вследствие падения, удара, аварии. Системные болезни соединительной ткани. Склеродермия, дерматомиозит, ревматизм и другие.
Как определить, что спайка выполнена правильно и надежно
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.
Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.
Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Как устранить возможные ошибки при спайке медных труб
Потекшая медная труба, которая была соединена по пайке, может вызвать несколько негативных последствий. Во-первых, утечка воды может привести к повреждению окружающих материалов или объектов, находящихся поблизости. Если вода попадает на стены, полы или электрические провода, это может привести к появлению плесени, гниению древесины или коррозии электрических соединений. Также, вода может потечь на оборудование, что может привести к его повреждению и неисправности.
Во-вторых, при утечке меди может происходить коррозия других металлических элементов в системе, особенно если они находятся в контакте с водой. Коррозия может привести к закупорке трубы или повреждению системы водоснабжения и отопления. При необходимости замены участка трубы, это может повлечь за собой значительные затраты и неудобства.
Еще одним возможным последствием при потекшей медной трубе является повреждение отделки помещения. Вода может попадать на полы, стены, потолок или мебель, что может вызвать пятна, разводы и деформации. Возможно, придется проводить ремонт или замену поврежденных элементов интерьера.
Восстановление поврежденной медной трубы или ее замена может быть связана с дополнительными затратами на материалы, инструменты и работу специалиста. Поэтому, если у вас есть подозрение на потекшую трубу, рекомендуется как можно скорее принять меры по устранению утечки, чтобы предотвратить дальнейшие негативные последствия.
Как проверить герметичность соединения после спайки
Не всегда удаётся отрезать трубу без нарушения структуры стенки. Величина толщины стенки медных труб до диаметра 28 мм составляет всего 1 мм. Даже применение дискового трубореза для медных труб не даёт полных гарантий ровности среза. Если наблюдаются нарушения стенки, применяют калибратор. Этим инструментом калибруются (выравниваются) патрубок и раструб.
Труборезы выпускаются ручные, электрические, пневматические, гидравлические. Конструктивно труборез представляет собой механический зажим, где в качестве опорных элементов выступают два ролика. Один из роликов имеет режущую кромку.
Процесс реза осуществляется последовательным поджимом и прокручиванием трубореза вокруг оси трубы. Чем плавнее и чаще выполняется поджим, тем качественнее получается отрез трубы.
Труборез медных труб для ручного применения. Этот инструмент даёт качественный ровный отрез трубы. Но на первых порах желательно пройти тренировочный курс – познать технологию обреза на ненужных кусках труб
Монтажные работы часто сопровождаются изгибом медных труб. Качественный ровный изгиб любым радиусом помогает создать инструмент под названием трубогиб. Существуют два вида трубогиба медных труб – пружинный и механический.
Первый инструмент отличается простейшей, но эффективной конструкцией. Предназначается для изгиба труб небольшого диаметра. Второй вид включает в себя несколько конструктивных разновидностей.
Пружинный трубогиб сделан в виде длинного кожуха, который одевается на медную трубу. Один конец такого кожуха немного расширен для большего удобства его применения. Помещенная в такую пружинистую оболочку медная труба сгибается вручную без риска замятия в месте сгиба.
Недостатки – радиус изгиба приходится выверять на глазок, под конкретный диаметр трубы нужен свой пружинный трубогиб.
Пружинный трубогиб в действии. Таким приспособлением удобно изгибать трубы малого диаметра в широком спектре конфигурации радиуса. При этом пружинный труюогиб обеспечивает вполне приемлемое качество изгиба
Механические трубогибы (рычажные, сегментные, арбалетные, гидравлические) позволяют гнуть трубы разного диаметра (от 10 до 125 мм). Медные трубы больших диаметров обычно гнут сегментным и гидравлическим трубогибом . Угол сгиба при работе с такими устройствами может составлять 180°.
Влияет ли толщина стенок медных труб на процесс спайки
Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Прежде всего, нужно отметить, что данные материалы отличаются большей гибкостью и более высокой устойчивостью к внешней среде, если сравнить их со стальными вариантами.
Поэтому при выборе предпочтение выпадет на сторону меди. Такая труба простоит в доме ровно тот срок, сколько прослужит само строение. При условии, что эти изделия соединены пайкой, их смело разрешают прятать в стенку или под бетон.
Для обогревательной и водопроводной сети изготовляют медные трубы высочайшего качества. Огромный спектр их положительных характеристик не становится меньше на протяжении всего времени использования.
От применения этого стройматериала заставляет отказаться только их высокая цена. Но, в данном случае она вполне оправдывает себя высоким качеством.
, которое характеризуется невысокой надежностью.
В процессе эксплуатации его постоянно придется контролировать. Оно не выдерживает высокого давления и потребует постоянной подтяжки.
Вначале обрезают заготовки необходимого размера. Если на ней имеется слой изоляции, то его на конце удаляют. С торцевой части снимают заусеницы.
И на нее надевают накидную гайку и кольцо обжима. После соединения гайки с фитингом соединение — резьба затягивается.
Если применяют переходники от стальных изделий к медным, то. Ее накручивают на резьбу, а затем вворачивают в фитинг.
Такие стыки целесообразны в зонах, где имеется возможность постоянной проверки.
Особенности пайки
Чтобы правильно паять медные трубы отопления и водопровода, рекомендуют ознакомиться с особенностями данного процесса.
Такой стык применяют в ситуациях, где трубы проходят в стене или полу, а также в других местах с ограниченным доступом для возможности визуально проконтролировать стыки.
В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
ВАЖНО! Рекомендуемые габариты зазора при пайке на открытом огне должны равняться от 0,01 до 0,0015 см.
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
- высокотемпературный;
- низкотемпературный.
Низкотемпературное (мягкое) спаивание . Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.