Пайка ПВХ труб своими руками. Способы пайки труб ПВХ и необходимое оборудование
- Пайка ПВХ труб своими руками. Способы пайки труб ПВХ и необходимое оборудование
- Пайка полипропиленовых труб большого диаметра. Как паять полипропиленовые трубы своими руками: полная пошаговая инструкция
- Пайка полипропиленовых труб в труднодоступных местах- Советы +Видео
- Пайка полипропиленовых труб 20 мм. Оборудование для диффузной раструбной сварки полипропиленовых труб
- Пайка полипропиленовых труб: таблица. Таблица температурных показателей для работы с полипропиленовыми материалами
- Пайка полипропиленовых труб без паяльника. Особенности металлопластика
- Ошибки при пайке полипропиленовых труб. Самые частые ошибки при пайке полипропиленовых труб
- Пайка полипропиленовых тру. Общее влияние температуры при стыковочных работах
Пайка ПВХ труб своими руками. Способы пайки труб ПВХ и необходимое оборудование
Соединение ПВХ труб пайкой выполняется несколькими методами. Выбор конкретной технологии зависит от вида трубопровода – безнапорный он или напорный. В многоэтажных жилых домах и загородных коттеджах наряду с напорными водопроводами создаются системы канализации, преимущественно, первого типа. Сварка их компонентов выполняется двумя способами:
- пайка при помощи специального паяльника,
- «холодная сварка». Простота – вот главное преимущество данного способа. Чтобы паять элементы пластмассового трубопровода своими руками, достаточно использовать специальный агрессивный клей, способный растворять твёрдый пластик.
Полезный совет! Даже зная, как паяются трубы ПВХ холодной сваркой, соблюдайте меры предосторожности. Работать необходимо в защитных очках и перчатках.
Вышеупомянутый специальный паяльник оснащается нагревательным элементом, в котором фиксируются гильзы нужного диаметра. Работает утюг (так звучит название этого устройства на сленге профессионалов) от промышленной сети переменного напряжения.
Для горячей пайки ПВХ труб используют нагревательный прибор с соответствующими диаметру труб насадками
Сегодня в торговой сети присутствует много моделей оборудования, с помощью которого можно выполнить пайку труб ПВХ своими руками. При выборе обращайте внимание на наличие регулятора температуры и на то, чтобы язык, на котором написана инструкция, был вам понятен. Тогда вы сможете паять с соблюдением всех требований технологии, и соединение получится максимально надёжным.
Перед покупкой аппарата нелишним будет также обратить внимание на:
- страну производителя. Это определяет стоимость и качество прибора,
- наличие и комплект насадок. В набор обычно входит по паре таких аксессуаров для нескольких диаметров,
- мощность. Чтобы паять ПВХ трубы диаметром 16…63 мм достаточно будет мощности 680 Ватт. При диаметре 63…75 мм можете прибрести аппарат мощностью 850 Ватт. Если диаметр превышает 125 мм, останавливайте свой выбор на более мощном устройстве – от 1200 Ватт. По оценкам специалистов, оптимальная мощность паяльника – 1,5 кВт. Купив прибор с таким значением этой характеристики, вы точно не прогадаете, если планируете паять трубы своими руками в домашних условиях.
Пайка полипропиленовых труб большого диаметра. Как паять полипропиленовые трубы своими руками: полная пошаговая инструкция
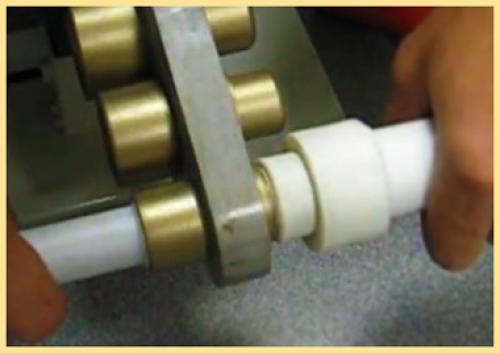
Создание трубопроводов в жилых и общественных зданиях – одна из самых важных частей жизнеобеспечения. При этом часто используют прочные и надежные трубы из полипропилена, обладающие большой долговечностью – но только при условии правильной разводки коммуникаций и правильного соединения элементов. Учитывая, что качество соединительного шва в большой степени зависит от площади контакта, для труб разного диаметра используют разные способы соединения. Возможна пайка полипропиленовых труб: В обоих случаях плотное соединение обеспечивается за счет диффузии разогретого пластика. Для работы используется специальное нагревательное устройство, обеспечивающее повышение температуры пластика до нужного уровня. Важно: второй вариант монтажа требует значительных профессиональных навыков и, как правило, используется только на производстве. В домашних условиях применяется муфтовый (фитинговый) способ пайки. Основные положения процесса показаны в мастер-классе. Главное условие плотного и качественного скрепления участков трубопровода – одновременный нагрев до одинаковой температуры, так называемая полифузная сварка. Поочередный нагрев неприемлем, поскольку время остывания пластика до температуры, при которой прекращается молекулярная диффузия, составляет 6…15 секунд. Соответственно для работы применяется специальный сварочный аппарат с парными нагревающимися насадками. «Народное» его название – «утюг для сварки», очевидно, из-за сходства формы. Также устройство часто называют паяльником. Нагрев в этом аппарате передается от дорна насадкам, подобранным согласно номинальному диаметру трубы. В промышленных условиях используют не настольные, а напольные аппараты для сварки. Поскольку трубы большого диаметра имеют соответствующий вес, также применяют специальные монтажные приспособления для удержания их в нужном положении на время сварки. Также это приспособление должно давать возможность смещать изделие точно вдоль оси для грамотной стыковки разогретых фрагментов. Кроме этого, для работы требуются инструменты для разметки и разрезания полипропиленовых труб. Обычные ножницы или ножовка не дают настолько точного и ровного реза, поэтому их лучше не использовать. Для труб большого диаметра используется резак другого типа – с подвижным режущим колесиком. Чтобы труба лучше входила в фитинг, с нее необходимо снять фаску. Это можно сделать вручную, но удобнее – с помощью фаскоснимателя. Для изделий с небольшим диаметром можно использовать ручную модель. Зачистку армирующего слоя проводят с помощью шейвера или торцевателя. Для правильного выбора способа пайки пластиковых труб необходимо учитывать не только их диаметр, но и толщину стенки. Следовательно, перед началом работ необходимо уточнить реальную толщину стенки выбранного изделия по маркировке и замерам (для проверки). Основные методы работы
Используемое оборудование
Особенности труб, учитываемые при монтаже
Пайка полипропиленовых труб в труднодоступных местах- Советы +Видео
 Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.
Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.
ПВХ трубы популярны еще и потому, что очень прочны, надежны и просты в монтаже. 
Первоначально такие изделия не паяли.из полипропилена соединяли с помощью склеивания особыми клеями.
В некоторых странах мира трубы из полипропилена с малым диаметром, которые используют внутри помещений, и сегодня соединяют, склеивая.
Однако надежнее и проще такой метод крепления, как паяние. Из этой статьи вы узнаете, как паятьтрубы своими руками.
А чтобы вы лучше понимали технологию работ, рекомендуем читать статьи и смотреть
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.

Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Как паять полипропиленовые трубы с паяльником и без?
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом. 
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором. 
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
 И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Любой паяльник комплектуется парными насадками разного диаметра и подставкой.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника. 
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки. 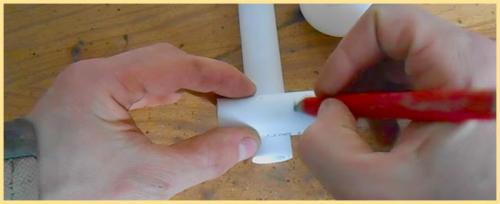
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами. 
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Пайка полипропиленовых труб 20 мм. Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Пайка полипропиленовых труб: таблица. Таблица температурных показателей для работы с полипропиленовыми материалами
В начале сварочных работ необходимо на сварочный аппарат установить специальные насадки, на них предварительно очищают тефлоновое покрытие. После этого устройство прогревается до температуры двести шестьдесят градусов.
Этот температурный предел считают самым оптимальным для такого вида трубопроката. Период подогрева аппарата зависит от температуры окружения.
Нужно также проверить рабочее состояние резака. Если есть необходимость, то его следует подточить.
Подготовленные для пайки трубы должны быть обезжиренными и почищенными. Если соединительный элемент не плотно «садится» на патрубок, то его рекомендуют поменять на другой.
Соединительную деталь одевают на прогретую насадку , ей для прогревания понадобится немного больше времени, чем трубе.
Далее переходят непосредственно к прогреванию крепежных частей. Если он не плотно «сидят» на насадках, то во время их нагревания разрешают проворачивать, но угол при этом не должен быть больше десяти градусов.
После нагревания элементы снимаются с насадок, и скрепляются аккуратным движением. За несколько минут конструкция полностью остывает.
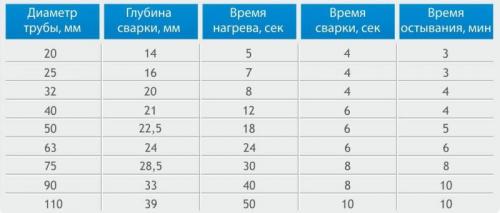
В таблице ниже есть рекомендуемое время и иные показатели времени. Таблица пайки полипропиленовых труб оказывается незаменимой при работе с полипропиленовыми трубопрокатными материалами.
Таблица времени нагрева,периода сварки и охлаждения в зависимости от объема полипропиленовых труб.
| Объем труб — величина сварочного пояса (см.) | Период нагрева (сек.) | Период сварки (сек.) | Период охлаждения после сварки (минуты) |
| 16 — 3,5 | 80 | 15 | 15 |
Начинать сварочные работы рекомендуют с более громоздких конструкций. Эти действия, особенно мастерам с небольшим опытом лучше проводить с напарником, потому, что нужен одновременный монтаж прогретых элементов.
Пайка полипропиленовых труб без паяльника. Особенности металлопластика
 Для сварки металлопластиковых труб используется аппарат, подобный тому, что применяется при работе с изделиями из полипропилена (так называемый «утюг для сварки»). Из отечественного оборудования для этих целей лучше всего подойдёт профессиональное сварочное устройство типа «Контур».
Для сварки металлопластиковых труб используется аппарат, подобный тому, что применяется при работе с изделиями из полипропилена (так называемый «утюг для сварки»). Из отечественного оборудования для этих целей лучше всего подойдёт профессиональное сварочное устройство типа «Контур».
Для настройки его на сварку металлизированных труб необходимо воспользоваться насадками совсем другого типа. Чаще всего для этого применяются дополнительные муфтовые комплекты, рассчитанные на диаметр трубных изделий от 16-ти до 32-х мм и калибраторы того же размера.
При необходимости поставщики могут предложить полный комплект оснастки для сварки труб того или иного типа (включая металлопластиковые и ПНД изделия).
Ещё один способ сплавления металлопластиковых труб предполагает использование для этого так называемой «холодной сварки». Классическая холодная сварка осуществляется путём сочленения нескольких пластиковых трубных элементов без их предварительного термического прогрева.
 В этом случае надёжное соединение пластиковых и композиционных материалов получается за счет специфичных химических реакций, протекающих в готовой клеящейся смеси после её нанесения на место стыковки.
В этом случае надёжное соединение пластиковых и композиционных материалов получается за счет специфичных химических реакций, протекающих в готовой клеящейся смеси после её нанесения на место стыковки.
Химические составы этого типа отличаются следующими замечательными свойствами:
- возможность быстрого нанесения;
- допустимость применения в полевых условиях;
- быстрота готовности состава к непосредственному применению;
- пластичность и хорошая адгезия к материалам любой структуры;
- высокая скорость остывания и образования твёрдого монолита.
Клеящая смесь для холодного сваривания содержит в своём составе различные компоненты, позволяющие улучшить прочностные характеристики получаемого соединения.
В наборе этих компонентов традиционно присутствуют такие составляющие, как эпоксидная смола и специальный наполнитель, называемый отвердителем. На упаковке обычно указывается, подходит ли этот состав для холодной сварки пластмассовых и металлопластиковых труб отопления.
Для приготовления этого состава достаточно размять твёрдое вещество руками до состояния, напоминающее по своей консистенции пластилин, а затем нанести его на обрабатываемый стык.
Ошибки при пайке полипропиленовых труб. Самые частые ошибки при пайке полипропиленовых труб
На первый взгляд может показаться, что паять полипропиленовые трубы своими руками очень просто. Всего то нужно: нагреть, соединить и готово. Но все не так проста, как может показаться на первый взгляд. Даже казалось бы не значительные ошибки, могут привести к протеканию труб, закупорке и другим проблемам в процессе эксплуатации.
И так, рассмотрим самые распространенные ошибки при пайке полипропиленовых труб своими руками, чтобы избежать ненужных проблем в будущем.
Использование некачественного материала, а так же фитингов и труб разных производителей — это распространенная ошибка.
Залогом успешной пайки является качественный материал. Экономить в этом случае не стоит. Дешевый полипропиленовые трубы низкого качества могут дать течь и в месте соединения и в любом другом. Поэтому, чтобы сделать надежный водопровод, покупать трубы и фитинги лучше одной проверенной марки.
При этом соединять материалы разных производителей нежелательно. Потому что трубы и фитинги у них могут иметь разный химический состав, из-за чего, прогреваться и склеиваться они будут по разному.
Грязь и влага на соединяемых элементах — это также распространенная ошибка, влияющая на конечный результат.
Грязь, пыль, вода, а так же инородные частицы попадая на сварной шов отрицательно сказываются на качестве соединения. Поэтому перед началом процесса пайки необходимо навести чистоту на рабочем месте. А так же протереть трубу и фитинг чистой сухой тканью перед пайкой.
Пожалуй, самой распространенной ошибкой является нарушение временных рамок нагрева в процессе сварки.
Обычно в инструкции к паяльнику идет таблица с диаметром труб и временем нагрева, которой нужно следовать. При недостаточном прогреве или избыточным перегреве материалов в процессе работы образуется сварной брак, который может проявиться не сразу.
Если допустить избыточный перегрев, материал сильно оплавится и внутренний диаметр трубы уменьшится в два раза, а то и больше. А при недостаточном прогреве в процессе сварки получается ненадежное соединение, так как плохо прогретые детали сложно соединяются между собой.
Еще одна очень распространенная ошибка это — неправильное совмещение соединяемых элементов.
Недостаточно плотное введение трубы в фитинг приводит к образованию внутреннего зазора, в котором толщина стенок меньше, а следовательно, и вероятность появления течи выше.
Но чрезмерное проявление усилий при сваривании материалов также недопустимо. Потому что приводит к уменьшению сечения трубы за счет внутреннего оплыва. Он будет препятствовать прохождению воды по трубам и создаст повышенное напряжение на месте соединения.
Это лишь самые распространенные ошибки при пайке полипропиленовых труб своими руками, есть и другие.
Пайка полипропиленовых тру. Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.